Metal Fabrication
Spray-Painting Primer
Proper equipment yields safety, economy
The development of vinyl sign-making, large-format digital printing, heat-transfer processes and eradicable substrates has taken a substantial bite out of the sign-painting business. But in high-production, custom electric signshops, spray painting prevails as the most cost-effective and durable marking process. In terms of cost per square foot of signage produced, paint’s economy is hard to beat.
A few years ago, I met a vinyl-shop owner with a big problem. A large automobile dealer wanted a bright-red stripe installed around the entire perimeter of his large building. The shop owner decided to cover 2-by-8-foot masonite panels with solid sheets of red vinyl. Then, the panels were installed end-to-end around the building. Approximately one year later, a manufacturing defect caused the red vinyl to deteriorate and become blackened. The car dealer demanded replacement of the faulty vinyl according to his original five-year warranty.
This situation demonstrates why painting can be more sensible than applying vinyl for certain projects. If the shop had spray-painted the masonite panels, the project would have cost less and consumed less time. Also, the shop wouldn’t have been obligated to do the job a second time at its own expense.
Safety first
To take advantage of paint’s economies, you must set up a safe painting area. The Occupational Safety and Health Administration (OSHA) and the Environmental Protection Agency (EPA) regulate spray-painting operations. As forms of air pollution, sprayed paint and volatile organic compounds (VOCs) can cause immediate and long-term health problems. Paint spray contains hazardous components including lead, chromium, polyisocyanates and liquid organic solvents. Substantial exposure can cause nervous-system disorders, skin and eye irritation, and a variety of respiratory problems. Signs of the Times Magazine has previously reported on new EPA regulations regarding VOCs.
To control the worker’s exposure to paint overspray, sign companies must have proper spray-painting equipment, well-designed and ventilated spray booths and personal protective equipment. Formal training and equipment-maintenance programs are also essential.
AdvertisementMany signshops use bench-type spray booths that incorporate fiberglass filters to trap overspray particulates. These booths also incorporate blower fans and ducts to exhaust all paint fumes to the outside atmosphere. Larger walk-in spray booths for high-production shops may be equipped with downdraft, crossdraft or semi-downdraft ventilation. Spray booths with downdraft ventilation are most effective in reducing concentrations of paint overspray. Additionally, downdraft spray booths produce cleaner paint jobs with less contamination from foreign matter.
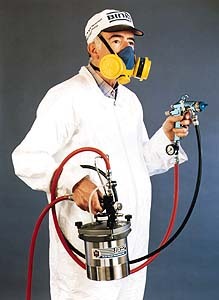
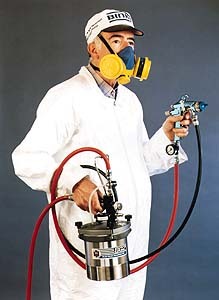
Every signshop should have proper protective gear for painters. This includes face masks and air-purifying or supplied-air respirators (Fig. 1). This equipment must be properly maintained and custom fitted for each employee. Poor-fitting and poorly maintained respirator masks are major causes of worker contamination in spray-painting shops.
The HVLP revolution
A major improvement in spray-painting technology is beginning to make inroads to the sign industry. High-volume, low-pressure (HVLP) spray equipment (Fig. 2) radically alters the conventional way paint is delivered to the target surface. Instead of blasting tiny, highly atomized paint particles onto the target surface with a high-pressure air jet, HVLP spray guns "toss out" larger paint droplets propelled by lower nozzle pressure.
Spray painting with HVLP equipment offers signshops two important advantages. First, your shop will waste substantially less paint. The transfer efficiency (TE) of conventional siphon- or suction-feed spray guns is approximately 30 percent. This means that roughly 70 percent of the paint is lost as overspray. By comparison, using pressure-feed, HVLP spray equipment, shops can achieve transfer efficiencies as high as 75 to 80 percent. Because of wide variations in painting techniques, most shop owners can expect to save approximately 25 percent on their paint bills with HVLP equipment.
The second advantage of HVLP relates to the first. Because it produces approximately 50 percent less overspray, an HVLP system is safer for the painter and the environment. For larger shops that might face periodic OSHA or EPA inspections, this can be an important advantage.
AdvertisementChanging from conventional spray equipment to HVLP technology requires altering painting techniques and perhaps upgrading your air-supply system. The average hand-speed for painters using conventional spray guns is approximately two feet per second. The optimum distance to hold a conventional spray gun from the target surface is approximately 8 to 12 inches. But to achieve acceptable results with HVLP equipment, the painter must reduce his hand-speed by 50 percent to approximately 1 foot per second. Also, the HVLP painter must hold his spray gun closer to the target surface (approximately 5 to 8 inches). Painters accustomed to conventional spray equipment might initially fear that this slower, closer technique will make the paint run. With practice, however, this technique is easily mastered for excellent results.
Shops accustomed to using conventional spray equipment might experience various problems with HVLP equipment because of faulty air-supply systems. Your air supply must be clean and dry to operate HVLP equipment. This means setting up the air-supply system to minimize contamination and to allow purging of moisture from the main supply lines. Also, a properly functioning regulator is essential to deliver a uniform volume of air to the spray gun. Your air-supply system must be set up to facilitate, not restrict, airflow to the gun. Airflow is restricted by airlines and hoses of insufficient size, or by installing various in-line couplers and valves.
As the name indicates, HVLP guns require a high volume of air to operate properly (15 to 20 cubic feet per minute). If your shop has a standard, 5-horsepower electric air compressor, only one HVLP spray gun can be operated on the system at a time. If additional air equipment is operated when the spray painting is performed, the HVLP gun won’t receive adequate nozzle pressure for proper performance. Depending on how much air-powered equipment your shop uses and how much painting you do, it might be necessary to buy a more powerful compressor. A rule of thumb for electric air compressors is that one horsepower produces an air-volume output of four cubic feet per minute. Therefore, your compressor needs 5 horsepower for each HVLP gun operated (when no other air-powered equipment is drawing from the same airline).
You must also use a different solvent to reduce your paint when spraying with an HVLP gun. The solvent’s evaporation speed must be slower for HVLP painting, because the larger paint droplets sprayed by HVLP guns require extra time to melt together on the target surface before drying. This usually means using a solvent that is slower by one temperature range than the type you use in a conventional spray gun.
A final precaution is never to assume that your gun has the correct nozzle or needle size for the consistency of paint you use. You might have to change nozzles or adjust your air pressure for optimum results. HVLP painting entails a definite learning curve, but the payoff is certainly worth some retraining.
Gravity-feed spray paint guns Gravity-feed spray guns (Figs. 4 and 5) have been used for nearly a century, and the modern, HVLP version of this gun is gaining wide popularity. The paint’s weight and gravity deliver paint to the gun, where compressed air sprays it onto the target surface. An integral paint reservoir attaches to the top of the gun. These guns are easy to handle and have very high TE ratings. Air-supply requirements for HVLP gravity guns are 10 to 23 cubic feet per minute at a pressure of 70 pounds per square inch.
AdvertisementThe paint reservoir’s small size dictates that HVLP gravity guns are primarily suitable for smaller jobs such as sign-painting projects. Because HVLP guns consume substantially less paint than conventional guns, adjust your paint quantities for various projects accordingly.
With proper equipment and in-house training, spray painting can be a safe, efficient way to produce durable signs. When sign professionals find that some of their projects stretch the limits of vinyl and other technologies, setting up a paint shop could be a practical and cost-effective solution. Thanks to new painting technology, the job can be completed in a cleaner and safer environment than ever before.
Thanks to Paul Rossi, western regional manager of applied coatings technology, ITW Binks (Belmont, CA), for providing technical information for this article.