Best Practices
Managing Process
Keys to effective metal fabrication.

Once, in the early days of technology, I worked as a designer in a Loveland, CO print shop and while I was there, the owner purchased a new plate-making machine. I learned how to work it and soon discovered that it had a secondary operating system, one that was much faster than what we had been taught. I discussed it with the manufacturers’ tech rep, who okayed my method, so I showed it to the shop boss. He promptly told me not to use that method. “But…” I said, “Look – it’s easier and faster and could save the staff lots of tweaking time.” When I left that night, he handed me a paycheck. “Don’t come back,” he said.
The present choices for metal fabrication machines are almost bewildering. For example, today you can choose at least a dozen channel letter bending machines, at least two dozen brands and types of cutting routers and, of course, myriad sheet metal brakes, welders and tubing benders – all for metal fabrication. And they work well. Computerized Cutters’ owner and machine builder Carl Ondracek says signshops can gain huge cost and time savings by making their channel letters in house. It’s practically labor free, he says, and only a couple minutes are required per letter. AXYZ says its CNC router allows sign fabricators to produce dimensional signage one day, aluminum letters the next morning and print-to-cut graphics that afternoon. SDS/AdamsTech, manufacturer of the EasyBender series, offers its new, fully-automated S1, NX2 and SR channel letter benders. The S1 is its newest model, the NX2 offers many options and the SR includes a servo-controlled grip feed system for precision action. Further, such products as SAi’s EnRoute CAD software suit dozens of production uses – signmaking, woodworking, plastics, metals, channel letter faces, push through letters – what else? Tea shop signs?
WHAT TO FEAR
It isn’t the machine or software choice that will bite you because they’re all fast and cost-efficient. Your concern should be the efficacy of the operating model you’ve established, e.g., materials movement and the efficiency of the machine operator. How and when are you measuring the worth of these processes? Is the machine being used efficiently? Is the incoming material being stored properly and immediately available? Is the production process you believe to be engaged in use? Is that machine station’s completed work promptly moving to the next work station? Is the machine producing its expected revenue?
Every job should include a pre-bid analysis of the sign itself as a finished product, and serious thinking about the required fabrication and assembly processes that will bring it to completion. Add, however, that in signage operations, fabrication and assembly are often interlocked and the fabrication of any secondary components, e.g., neon tubing or sub-contracted letters, must also be considered in the build-sequence and costing plans. Another pre-contract aspect is materials and finish quality, meaning the degree to which the contract specifications will be met. Initially, these are design considerations, but the bid process often suggests materials substitutions that can affect the overall cost. Ethically, such substitutions should be discussed with the sign buyer and any cost saving deducted from the sale price. In addition, you should cost out the finished sign, to ensure that its actual costs were close to what you originally planned. What else?
PROCESS MEASUREMENT

Every other business book says this: “To be competitive and profitable, a manufacturer must understand and control the three basic manufacturing-cost elements: direct materials, direct labor and factory overhead.” I’m adding a fourth plinth – the assessment of processes. The word “process” abstractedly describes much of what you regularly do in life, because most human-triggered actions are part of processes, such as the process of making morning coffee, or chopping sweet onions, cilantro and jalapeño peppers for a Mexican omelet, each one a step in a series of actions that, combined, constructs a process. In that manner, signshops use myriad processes to make their products. The perfect signmaking process comprises many successive steps, sales contact to final payment, and within this larger process lie the acts of sign fabrication; that is, the mechanical and assembly processes that directly affect making the product. Smart managers see that each process – sales to payment – undergoes routine assessment for two apparent and cost-affecting reasons: The person or persons accomplishing the process may have come up with a better processing idea or may have changed it in an inefficient manner.
AdvertisementProcesses – again, sales to final payment – can’t be appraised unless they are measured against a record of past performance and the original goals, but in-plant fabrication processes entail machinations that can complicate measurement and bidding. Basic issues comprise the sign project itself, i.e., the engineering and fabrication processes that underlie your job list of available in-shop knowledge, material choices, purchasable subassemblies, in-shop processes, estimated man hours, process alternatives, shop capacity, machine resources, work assignments, completion goals and, before signing the contract, an economic analysis of the overall project, which will require a separate exploration of cash flow and determining if cash is available for completing the job or if a floorplan type loan is needed. You should also consider how the project will affect other jobs passing through your shop.
PRODUCTION ASSESSMENTS
Machine process assessments must measure the entire process of that machine application. It’s the same with channel letter benders, cutting routers, brakes and welders. Are you measuring the full gig? Material receiving, setup, processing and next-station forwarding process? And, are you looking at other in-process jobs with similar requirements and components, ones that could be separated from the original work order parcel, combined with similar in-shop items that are sorted by similarities (height, depth, font) and now, with fewer machine setup changes, processed through the bender or router in a near-continuous progression? Ideally, a fabrication machine would stay day-long busy by sequencing similar letters as larger-sized batched lots. It’s the same with benders or cutting router jobs, i.e., separate similar tasks for batch processing.
You can easily examine and weigh production records by using MS Excel software for recording production (interval) data and its line-chart system to graphically display the data. Line charts quickly disclose workflow characteristics and, as well, give you comprehensive data to present to your production manager and machine operator. This isn’t rocket science. Once set up in Excel, the data entry goes quick and converting data to charts takes less than a minute
BEWARE OF KINDLY SABOTAGE

You already know this: Workers change processes, without asking. As an example, here’s a quote from an online forum (I’ve edited it to protect the innocent): “Yes, I have had letters ‘freak out’ from time to time. When I recheck them there, they may have a node on top of a node or the start point may not have the proper lead in (counterclockwise from the start point needs min .75 inch of straight path, no curves) Once you get the hang of it, it’s easy to set up your cut files for the router at the same time you’re setting up your bender files. I have been doing this for several years now and have reduced my software and streamlined our letter process.”
Did this worker improve the system or hinder it? You won’t know unless you’re long-term measuring and reviewing specific machine production figures – and having routine conversations (not lectures) with the machine operator. Such conversations allow you to have closer relationships with machine operators and fabricators and, by that act, obtain more intimate knowledge of your shop’s inner workings.
AdvertisementWith that in mind, allow me to digress and offer a leader-ship practice credited to Eddard (Ned) Stark, the Lord of Winterfell and Warden of the North, as presented by his daughter Arya Stark in George R. R. Martin’s book, A Game of Thrones. Martin wrote:
“Back at Winterfell, they had eaten in the Great Hall almost half the time. Her father used to say that a Lord needed to eat with his men, if he hoped to keep them. ‘Know the men that follow you,’ she heard him tell Rob once, ‘and let them know you. Don’t ask your men to die for a stranger.’ At Winterfell, he always had an extra seat set at his own table, and every day a different man would be asked to join him. One night it would be Vayon Poole, and the talk would be coppers and bread stores and servants. The next time it would be Mikken, and her father would listen to him go on about armor and swords and how hot a forge should be and the best way to temper steel. Another day it might be Hullen with his endless horse talk, or Septon Chayle from the library, or Jory, or Sir Roderick, or even Old Nan with her stories.”
Modern business writers call this management by walking around. I call it smart. The guys in back always know something the boss doesn’t.







Magazine
Get the most important news
and business ideas from Signsofthetimes Magazine.
-

 Tip Sheet2 weeks ago
Tip Sheet2 weeks agoSign Tips for Construction Fence Graphics and CNC Tables
-

 Real Deal2 weeks ago
Real Deal2 weeks agoA Wrap Shop Plots to Take Back a Poached Installer
-

 Paula Fargo3 days ago
Paula Fargo3 days agoSelling Your Sign Company Via the Franchising World
-

 Photo Gallery23 hours ago
Photo Gallery23 hours ago21 Highlights from the American Sign Museum Main Street Expansion
-
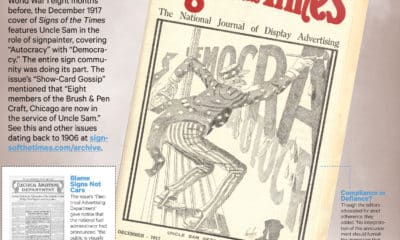
 Signs of the Times4 days ago
Signs of the Times4 days agoDecember 1917 Signs of the Times Cover: Safe for Democracy
-

 News1 week ago
News1 week agoMUTOH Introduces New Single-Pass ADA Features
-

 Special Report1 week ago
Special Report1 week agoThe Wide World of Non-English Signs
-

 News2 weeks ago
News2 weeks agoWells Fargo Sign Removed From Jacksonville Tower